















 关于板式热交换器
关于板式热交换器 PHE
PHE BHE
BHE 关于球阀
关于球阀 用于反应釜底
用于反应釜底 用于粉体,粘度介质
用于粉体,粘度介质 阀座的种类及特长
阀座的种类及特长 液流染色机
液流染色机 经轴染色机
经轴染色机 筒子染色机
筒子染色机 超临界染色设备
超临界染色设备 食品杀菌设备
食品杀菌设备 医药品灭菌设备
医药品灭菌设备 液体连续杀菌设备
液体连续杀菌设备 板式多巧浓缩・蒸发设备
板式多巧浓缩・蒸发设备 快速浓缩设备
快速浓缩设备 盘管式多用途浓缩设备
盘管式多用途浓缩设备
BHE
| 钎焊板式热交换器(BHE)的构造 | 焊料 |
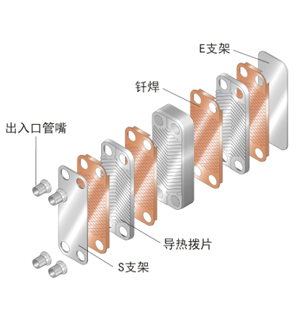
钎焊板式热交换器(BHE)的构造
-
钎焊板式热交换器的构造非常简单,仅需不锈钢传热板与加固传热板的不锈钢S框架和E框架,以及导流体进入热交换器内部的不锈钢出入口喷嘴。产品整体所需的材料很少,因而可进行大批量生产。钎焊有如下所示的优点:与其他熔接方法相比,钎焊接合时所需的加热温度较低,且作业性能良好,具有不会熔化母材的特点,因而可使用于薄板及对精度要求高的材料的接合,因焊料可渗人间隙内,所以能够对形状复杂的部件及多个部位进行接合,通过选择不同的焊料,能够接合不同种类的金属及非金属材料,通过接头设计,接头强度能够达到高于母材。
近年来随着新材料的研究开发,即时是接合相当困难的不同材料,钎焊也已取得不菲的成果。
日阪钎焊板式热交换器也充分利用着这种先进的技术。
焊料
 铜(Cu)钎焊类型 BXC系列
铜(Cu)钎焊类型 BXC系列铜(Cu)钎焊是广泛用于汽车零部件、冷冻机等产业的接合方法,板式热交换器应用了此钎焊技术。由日阪的冲压技术与钎焊(brazing)技术研发而成的钎焊板式热交换器,具有牢固、小巧及优越的经济性能,现已广泛应用于冷冻循环的冷媒蒸发、冷凝器、热水供给等方面。
 镍(Ni)钎焊类型 BXN系列
镍(Ni)钎焊类型 BXN系列镍(Ni)的特点是具有高度耐腐蚀性,当担心铜(Cu)焊料的耐腐蚀性不够时,适合选用以镍(Ni)为焊料加工而成的高品质钎焊板式热交换器产品。BXN系列大多使用于怕不纯物溶解的纯水及吸收式冷温水器的溴化锂溶液、氨冷媒等的热交换。
产品生产流程 钎焊板式热交换器的制造方法,是将不锈钢传热板与铜、镍等焊接材料重叠在一起,
在大型连续真空加热炉内用超过1100℃的温度进行加热使其一体化。
重叠传热板

确认传热板没有异物附着后,在传热板之间放入焊料,并按照指定张数层叠。焊料包括铜和镍,各自均具有不同优点。
组装

将框架、喷嘴装到各个层叠好的传热板上,喷嘴的种类多种多样,按BHE的型号区别使用。
钎焊准备

将夹具放在完成组装的传热板上,确认喷嘴位置及传热板整体是否呈水平状态后进行固定,以防止偏移。
钎焊

为了实现在不接触空气的条件下将铜、镍等焊料熔化,并使传热板互相牢牢地结合在一起,在真空加热炉内按照规定的运转程序进行钎焊。
检查

钎焊之后,对所有产品进行泄露及耐压检查。此后进行外观及尺寸检查,做好出货准备。
成品

完成检查工作之后,进行捆包或包装,然后出货。